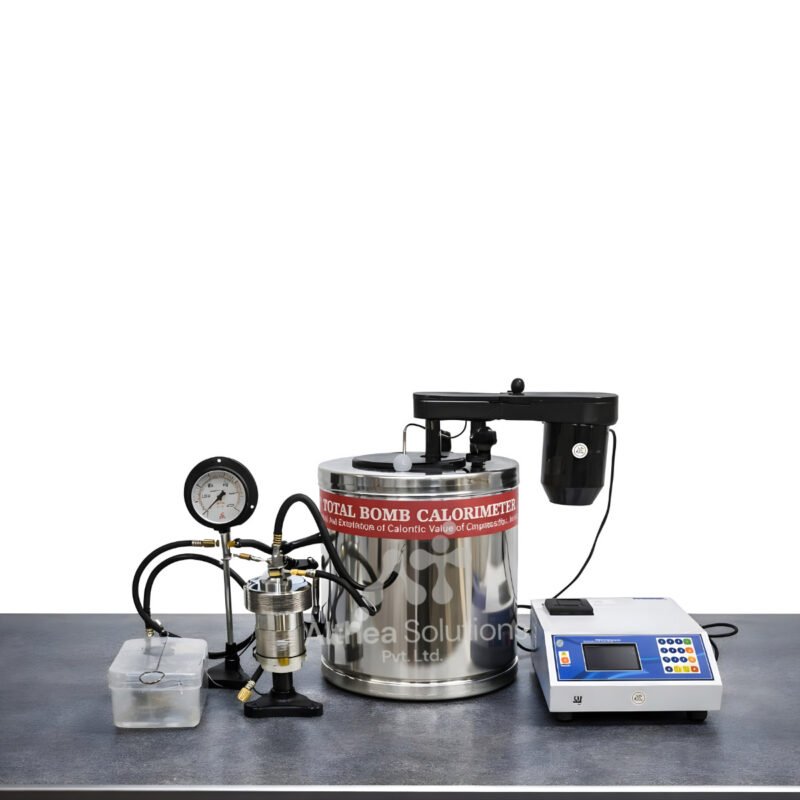
High-Performance Solvent Evaporation System
Althea Solutions introduces the Rotary Evaporator (ALH RE Series), a robust and precision-engineered evaporation system specifically designed for the efficient concentration, distillation, drying, crystallization, and solvent recovery of chemical and biological samples. Developed using advanced rotary thin-film evaporation technology with digitally controlled heating, precision rotary drive mechanisms, vacuum-sealed systems, and high-efficiency vertical condensers, our evaporators ensure consistent evaporation performance, operational stability, and long-term reliability across pharmaceutical facilities, chemical research laboratories, biotechnology units, herbal extraction plants, and industrial processing environments.
Available in multiple flask capacities ranging from 1 L to 50 L, with configurable heating power, condenser systems, and optional explosion-proof components, these systems are rigorously tested for heating accuracy, rotation stability, vacuum integrity, and safety compliance. Manufactured under stringent quality standards and engineered for dependable operation, Althea’s Rotary Vacuum Evaporators deliver superior solvent recovery efficiency, enhanced process control, and reliable evaporation performance for demanding laboratory and industrial applications.